Aufbau einer schottischen Pot Still
Wer ist nicht fasziniert von den wundervollen, kupferfarbenen Schmuckstücken jeder Brennerei? Wer einmal kalt gefroren von den Winden der schottischen Highlands ein laufendes Brennhaus betreten hat, kann dieses willkommen heischende Gefühl von kupferner Wärme und alkoholdampfender Behaglichkeit nie wieder vergessen.
Doch wie entstehen diese kupfer- bis goldfarbenen Destillationskessel, mit ihren runden Formen und mechanischen Details, die den technisch Interessierten vor einige Rätsel stellen? Fast keine Brennblase gleicht einer anderen und doch finden sich Details überall wieder. Es muss also technische Grundmerkmale geben, die allen oder doch zumindest den meisten Brennblasen gemeinsam sind.

Das Kernstück jeder Brennerei

Mein Dank gilt Richard Forsyth von der gleichnamigen Kupferschmiede in der schottischen Stadt Rothes. Er erklärte mir mit viel Sachverstand die grundlegenden Design-Kriterien schottischer Malt Whisky Brennblasen. Die Firma Forsyths hat ihre Ursprünge in der Brennblasenfertigung und steht heute für die Erneuerung und Wartung von rund 50 Prozent aller in Schottland stehenden Brennblasen. Doch nur 12 erfahrene Mitarbeiter kümmern sich um Brennblasen. Der Großteil der Mitarbeiter ist mit der Produktion und Wartung von Anlagen für die Petrochemie und Pharmaindustrie beschäftigt.
Brennblasen Heizung

Noch in den 70er Jahren des 20. Jahrhunderts wurden die meisten Brennblasen mit Kohle befeuert. Heute hat sich das indirekte Heizverfahren mit Heißdampf fast überall durchgesetzt. Man betreibt einen großen Wasserboiler mit Öl oder Erdgas als Brennstoff und leitet Heißdampf durch isolierte Rohre in ein geschlossenes Heizsystem innerhalb der Brennblasen. Der überhitzte Wasserdampf gibt seine Wärme an die Flüssigkeit in den Brennblasen ab und der Dampf kondensiert wieder zu Wasser. Dieses Wasser wird aufgefangen und zurück in den Boiler gepumpt und im Kreislauf erneut erwärmt.

Nur noch Glenfiddich, Glenfarclas und die Wash Stills von Macallan werden nicht mit Heißdampf sondern auf alte Weise direkt befeuert. Im Gegensatz zu früher verwendet man heute jedoch nicht mehr Kohle sondern leichter zu handhabendes Erdgas. Da die heißen Gasflammen von unten direkt auf das Kupfer treffen, benötigen Wash Stills auf der Innenseite eine besondere Vorrichtung - Rummager genannt - um ein Anbrennen der festen Teilchen am Boden zu verhindern. Beim ersten Brand befinden sich immerhin noch rund 6 bis 7% feste Teilchen aus den Getreidekörnern im Wash.
Brennblasen Unterschale

Jede Brennblase besteht aus Ober- und Unterschale. Während das Unterteil vorwiegend auf die technischen Besonderheiten der Feuerung ausgerichtet werden muss, bestimmt die Form des Oberteils den Geschmack und die Ausprägung des destillierten Roh-Whiskys. Blicken wir zuerst auf das Unterteil der Brennblasen. Es ist im Prinzip nichts anderes als ein großer runder Kupferkessel mit einem besonderen Boden. Wird die Brennblase von außen (direkt) geheizt, so muss der Boden auf der Innenseite nach oben gewölbt sein, damit das Gasfeuer stabil in der Mitte brennt.

Die Wandstärke eines mit Gas befeuerten Kessels muss starke 16 mm betragen, damit die aggressiven Flammen auf der Außenseite und der schabende Rummager auf der Innenseite nicht zu schnell die Wandstärke auf das zulässige Minimum abtragen. Die kegelförmigen Seitenwände müssen immer noch 10 mm stark sein, da die Außenwand in diesem Flammbereich, dem Fire Flue, bis zu 650 Grad Celsius heiß wird.

Auf den obigen Bildern sind die Einbauten in direkt befeuerte Wash Stills zu sehen. Mit drei um 120 Grad versetzte Verstärkungsplatten auf der Außenschale und Messingbolzen wird ein Kegelradgetriebe im Zentrum der Brennblasen auf drei Trägern aus Bronze oder Messing fixiert. Ein außen laufender Elektromotor, dessen Welle mit einem abgedichteten Lager bis ins Innere der Brennblase reicht, treibt über das Kegelradgetriebe den Rummager im Inneren mit etwa einer Umdrehung pro Minute an.

Der Rummager aus Bronze oder Messing ist mit einem Kettenband aus verwebten Kupferringen bestückt, die den ständig am Boden festbackenden Belag abreiben. Dabei verschleißt neben dem Boden auch das Kettenband. Nach etwa 2 bis 3 Jahren Dauerbetrieb ist dieses Band abgenützt und muss erneuert werden.

Eine indirekt mit Dampf geheizte Brennblase sieht dagegen innen ganz anders aus. Der Boden kann leicht kegelförmig nach unten zulaufen, um das Ablaufen der Reste der Destillation (Pot Ale) zu erleichtern. Bei den ersten eingebauten indirekten Heizungen setzte man ganz einfache Rohre ein, die spiralförmig zu einer riesigen Tauchsiederschlange gebogen waren. Die Rohrleitungen verliefen dabei ziemlich dicht an der Wand der Brennblasen. Man wollte damit den gleichen Heizeffekt von außen bzw. unten erhalten, wie bei den direkt befeuerten Anlagen.

Doch auch an diesen Heizschlangen backten die festen Überreste der Getreideschalen fest. Die Reinigung der Heizrohre war eine mühselige und anstrengende Arbeit, die die möglichen Betriebsstunden der Brennblasen deutlich verringerten. Die Lösung dieses Problems fand sich in speziell geformten Heizzylindern, wie sie in den beiden folgenden Bildern zu sehen sind.
Moderne Brennblasenbeheizung
Mehrere dieser innen hohlen Heizzylinder werden im Inneren der Brennblase angeordnet. Die Zylinder stehen mit ihren Öffnungen auf der Ober- und Unterseite senkrecht. So kann das Wash von unten eintreten und nach oben erhitzt ausströmen. Die Wände der Heizzylinder sind doppelwandig, durch die der Heißdampf von oben eintritt und als abgekühltes Kondenswasser nach unten abläuft. Zwischen den dünnen Wänden der Zylinder sind Leitbleche für den Dampfstrom eingesetzt, um eine gleichmäßige Wärmeabgabe über die gesamte Zylinderwand zu gewährleisten.
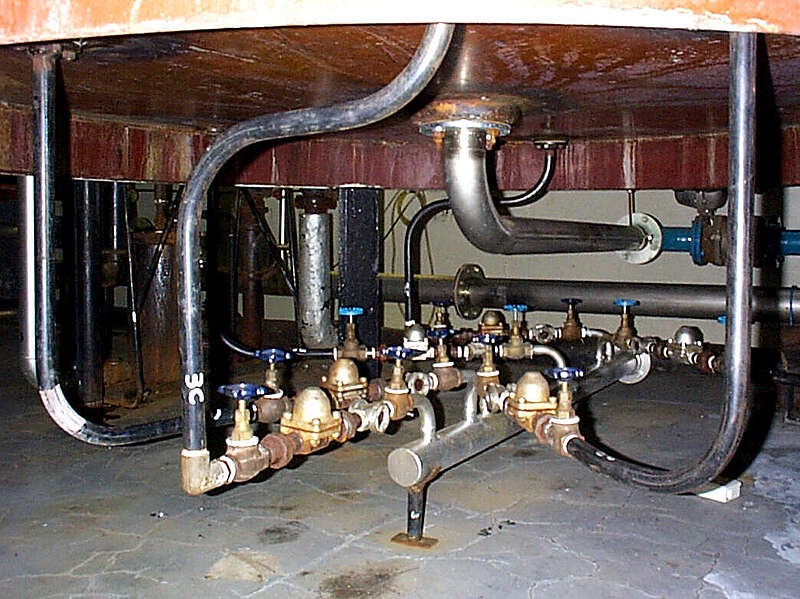
Die Dampfzufuhr erfolgt über die Ringleitung oberhalb der Zylinder. Beim Auffangen des Kondensats haben sich ringförmige Sammelleitungen im Inneren bewährt. Die Ableitungen von Pot Ale und Kondenswasser lassen sich gut unter den Brennblasen von Longmorn betrachten.
Aber auch bei der indirekten Heizung mit Dampfzylindern backen feste Bestandteile an den heißesten Bereichen fest. Deshalb sind über den Heizzylindern Sprühköpfe für die Reinigungsflüssigkeit angebracht (siehe Bilder von Glenlossie + Linkwood). Nach der vollständigen Entleerung der Brennblase wird die Reinigungsflüssigkeit auf die Zylinder gesprüht und die Zylinder mäßig erwärmt. Nach einem Einwirkungszeitraum wird klar nachgespült. Sämtliche Reinigungsflüssigkeit wird in einem Sammelbehälter aufgefangen und im Herstellerwerk wieder aufgearbeitet.
Da die Wärmebelastung und der mechanische Abrieb einer indirekt befeuerten Brennblase weitaus geringer als bei einer direkt befeuerten ist, kommt man mit Kupferwandstärken von nur 6mm für Boden und Wand des Kessels aus.
Brennblasen Oberteil

Erwähnt ein Whiskygenießer die Form einer Brennblase, so meint er in der Regel damit die spezielle Ausführung des Oberteils. Die detaillierte Form ist für die Verdampfungs-, Strömungs- und Kondensationsverhältnisse zuständig. Doch es geht nicht nur um das Oberteil allein. Auch die Form und Neigung des Überleitungsarms zum Kondensator, des so genannten Lyne-Arms, entscheidet über die Art und Qualität des Roh-Whiskys.
Grundsätzlich unterscheidet man in die folgenden vier Oberteiltypen.
Die Brennblase auf dem obigen Bild kann als Urtyp jeder Brennblase angesehen werden. Vier grundlegende Bereiche sind im Oberteil zu erkennen. Zuerst ist da der kugelförmige Deckel (A), der den Kessel nach oben abdeckt. An ihn schließt sich ein kegelförmiger Hals (C) an, der über ein Zwischenstück (B) mit dem Deckel verbunden ist. Der Lyne-Arm (E) wird mit dem Oberteil über einen räumlich kompliziert geformtes Krümmungsstück (D) verbunden.

Bei der Destillation steigen die alkoholischen Dämpfe und Aromastoffe im Brennblasenhals auf und kondensieren an der durch die Umgebungsluft gekühlten Kupferwand und fließen in den Kessel zurück. Mit Erhöhung der Temperatur schaffen es die leichtesten Bestandteile zuerst, über den Krümmer in den Lyne-Arm und endgültig in den Kondensator zu gelangen.
Kühlung mit Worm Tub Kondensatoren
Früher benutzte man die sogenannten Worm Tubs, auf Deutsch einfach 'Wurmwannen', zur Kühlung des Brandes nach der Destillation in der Pot Still. Eine Worm Tub ist folgendermaßen aufgebaut: Der Lyne Arm der Brennblase wird einfach als Leitungsrohr weitergeführt und in Form einer Spirale in eine Wanne gelegt, die mit Kühlwasser gefüllt ist. So kühlt der Spirit ab, während er weiter geleitet wird. Dies ist jedoch ein recht komplexes Verfahren, das sehr viel Wartungsarbeit benötigt. Daher arbeiten viele Brennereien nicht mehr mit dieser Art von Kühlung, sondern bevorzugen die sogenannten 'shell and tube condensers'. Diese modernen Wärmetauscher sind wesentlich platzsparender und einfacher zu handhaben. In einigen Brennereien findet man aber noch die traditionellen Worm Tubs, zum Beispiel bei Lagavulin auf Islay oder Balmenach in den Highlands. Viele wollen auf ihre Worm Tubs trotz der höheren Wartungskosten nicht verzichten, da sich diese Art von Kühlung auch positiv auf den Brennereicharakter auswirken kann. Durch den gesteigerten Kupferkontakt und die Temperatursteuerung des Wassers in der Wanne erhält man einen leichteren und weniger komplizierten Rohbrand.
Der Einfluss auf den Geschmack

Je höher und schlanker eine Brennblase ist, um so besser trennen sich die bei unterschiedlichen Temperaturen verdampfenden Bestandteile und um so reiner wird der Alkohol am Krümmer zum Lyne-Arm der Pot Still. Lagavulin stellt einen sehr intensiven, kräftigen Whisky her, da die Brennblasen, wie im obigen Bild zu sehen, sehr gedrungen sind und die Geschmacksbestandteile sich nicht so leicht trennen. Die Brennblasen von Glenmorangie sind dagegen hoch und schlank. Der Whisky fällt durch die sehr gute Trennung über die Höhe sehr weich und mild aus. Die schwereren, öligen Geschmacksstoffe bleiben bei der Destillation im Kessel zurück.

Den gleichen Effekt wie große Höhe kann ebenfalls durch eine Beruhigung der Dampfsäule im oberen Teil der Brennblase erreicht werden. Man muss die Gassäule von der kochenden und stark bewegten Oberfläche der Flüssigkeit strömungstechnisch trennen. Das erfolgt durch eine starke Einschnürung. Diese kann man sehr schön an der Spirit Still von Glenkinchie sehen.

Die Trennung von schweren und leichteren Bestandteilen lässt sich ebenfalls über eine Ausbuchtung, die meist kugelförmig ist, zwischen Brennblasendeckel und -hals erreichen. Die zusätzliche Oberfläche erhöht die Wärmeabgabe an die Umgebung und fördert damit den Rückfluss (Reflux) der kondensierten Tröpfchen in den Kessel. So bleibt die gegebene Höhe der Brennblase vollständig für die Trennung der leichteren Dampfanteile vorbehalten. Ein genauer Blick auf die Brennblasen von Glenmorangie zeigt, dass man Höhe, Rückflusskugeln und Einschnürung miteinander kombiniert hat, um eine größtmögliche Trennung zu erzielen.
Die Wandstärken der Oberteile sind deutlich geringer, als die der Unterteile. So lassen sich die geschwungenen Formen leichter herstellen. Zwischen 3mm und 4mm liegen die meisten Wandstärken der Pot Stills. Wash Stills weisen dabei meist 4mm auf. Spirit Stills liegen eher bei 3mm. Der größte Verschleiß am Oberteil tritt im Krümmer und Lyne-Arm auf. Hier sind die heißen alkoholischen Dämpfe am aggressivsten. Sie reißen ständig Kupfermoleküle aus der Oberfläche heraus
Herstellung einer Brennblase

Egal wie die spezielle Form einer Brennblase auch ausfällt. Der Kupferschmied muss die vorgegebenen gekrümmten Formen auf zuverlässige Art und Weise herstellen.

Der Ausgangsstoff ist immer das Blech aus 99,85% reinem Kupfer nach British Standard BS2570C106 in verschiedenen Stärken. Etwa 80% des Kupfers besteht aus Recycling-Material, das neben den Abfällen aus der Elektroindustrie auch von ausgedienten Brennblasen stammt.

Nachdem die Grundformen von Kreisen, Segmenten u.s.w. aus dem Kupfer geschnitten wurden, werden wie in alter Zeit diese Bleche zu Kegeln mit maschinell angetriebenen Hämmern gebogen und an den Stoßstellen verschweißt. Früher verwendete man Nieten oder lötete die Stoßstellen. Heute hat sich das Schutzgasschweißen als beste und komfortabelste Verbindungsart durchgesetzt.

Das Kupfer ist in seinem Rohzustand noch sehr weich und lässt sich mit Hämmern gut in die räumliche Form bringen. So entstehen aus einfachen Zylindern Kugelabschnitte, Ellipsoide oder Freiformflächen nach dem Wunsch der Auftraggeber. Das Hämmern verfolgt aber noch weitere Zwecke. Die unregelmäßige Oberfläche der Schweißnähte wird geglättet, wie im linken Teil des obigen Bildes zu sehen ist.
Abschließend wird die gesamte Oberfläche noch einmal gehämmert, um die Randschicht des weichen Kupfers im kalten Zustand zu verfestigen. Um die bekannte, kupfern schillernde Oberfläche zu erzeugen wird abschließend die fertige Form noch geschliffen und poliert. Ganz zum Schluss erfolgt nur von Außen ein Anstrich mit klarem Schutzlack.
Lebensdauer einer Brennblase
So vorbereitet halten die Brennblasen gut 25 Jahre Betrieb aus. Der ständige Kupferabtrag auf der Innenseite durch den Rummager und die aggressiven Flüssigkeiten führt zu einer ständigen Schwächung der Wandstärke. Am stärksten ist, wie oben bereits gesagt, der Abtrag im Kessel der Wash Still durch die verbliebenen, festen Teilchen im Wash. Ebenfalls hoch ist der Verschleiß im oberen Teil der Spirit Still durch die aggressiven alkoholischen Dämpfe. Da die Wandstärken der Spirit Stills schwächer sind, müssen deren Oberteile bereits nach 10 bis 15 Jahren durch Nachbauten ersetzt werden. Als Faustwert gilt: Hat sich die Wandstärke auf 50% der ursprünglichen Dicke reduziert, so muss die Brennblase ausgetauscht werden. Ansonsten kann der Brennblasen-Gau eintreten und die Brennblase kollabieren.
Ach ja, mit einem Märchen muss am Ende dieses Artikel auch noch aufgeräumt werden. Oft wird erzählt, dass verbeulte Brennblasen exakt mit jeder Beule nachgebaut werden, um den Geschmack eines Malts über die Jahre beizubehalten. Diese Aussagen gehören in die Märchenstunde und interpretieren eine Mystik in den Malt Whisky, die so nicht vorhanden ist. Niemand wird eine 50.000 EUR teure neue Brennblase mutwillig beschädigen und eine geringere Standzeit riskieren. Egal was für ein Whisky hinten herauskommen wird.
Wenn Sie nun genau wissen wollen wie mit so einer Brennblase Malt Whisky gebrannt wird, besuchen Sie die folgende Seite. Auch hierfür haben wir mit einem erfahrenen Brennerei Meister wieder eine Fachperson gewinnen können.





















